Industrial installations require the safe and efficient routing of fluids with different temperature, pressure, and flow characteristics. The valves used in this process are among the most critical components of the system for controlling, stopping, or directing the flow. Valve selection is not just a mechanical choice; it is also one of the engineering decisions that directly affect system efficiency, maintenance frequency, energy consumption, and operational safety.
Today, the most commonly used valve types in industrial applications include globe valves, ball valves, knife gate valves, and butterfly valves. Each offers different advantages depending on the type of fluid, the pressure value of the line, the temperature range, and the control precision. Therefore, the correct valve selection plays a vital role in ensuring the long-lasting and safe operation of the installation.
Globe valves are preferred in applications requiring precise flow control in high-pressure systems. Due to their body structure, sealing quality, and high-temperature resistance, they are indispensable, especially in energy, chemical, and HVAC lines.
Ball valves are known for their ability to instantly open and close the flow with a 90-degree turn. Thanks to their sealing performance, low-pressure losses, and ease of use, they have become a standard solution in many sectors.
Knife gate valves offer resistance to particles accumulating in challenging environments such as sludge, wastewater, or fibrous fluids. They are particularly preferred in paper, mining, and wastewater treatment plants.
Butterfly valves are one of the ideal solutions for providing energy efficiency in large-diameter lines due to their compact structure, low weight, and easy installation advantages.
Each valve type is designed to offer higher performance, lower maintenance costs, and longer life with the advancement of production technologies. The Truevalve brand manufactures these product groups to international standards with high-quality material options such as AISI 304 and AISI 316, PTFE seals, high-pressure classes, and modern actuator solutions.
When selecting valves in industrial installations, not only the type of fluid but also the ambient temperature, pressure value, chemical properties, connection type, and automation needs should be considered. These factors directly determine the total efficiency and operating cost of the system. Proper valve selection means not only smooth flow control but also energy savings and sustainable production.
In conclusion, globe, ball, knife gate, and butterfly valves are critical equipment that forms the basis of industrial flow management, each responding to different system needs. Analyzing the technical features, usage areas, and advantages of these valves well is the most accurate starting point for businesses to establish safe, efficient, and long-lasting installations.



Globe valves are a type of valve that stands out in industrial installations with precise flow control, high-pressure resistance, and excellent sealing features. Thanks to their internal structure that provides control by changing the direction of the fluid, extremely precise adjustments can be made on the flow rate. Therefore, they are frequently preferred in energy plants, chemical process facilities, steam lines, and high-temperature systems.
The most important advantage of globe valves is their sealing system provided at three different points. This feature makes them a safe and long-lasting solution even under high pressure. Circuit sealing is achieved with the disk pressed downward by the valve wheel; this disk completely stops the fluid passage thanks to the seat it sits on. Sealing between the body and the cover is provided by gaskets, while possible leaks to the external environment in the stem part are prevented by packing rings. This multi-layer engineering approach makes globe valves indispensable, especially in critical process lines.
The classic globe valve design changes the direction of the fluid by 90 degrees. Although this creates more pressure loss compared to ball valves, the high precision in flow control largely balances this disadvantage. The ability to adjust the flow rate gradually makes these valves ideal in systems with variable flow rates (e.g., heat exchanger lines or condensate drain systems).
Technologically, globe valves are produced in three different types: pressed, metal bellows, and piston.
• Pressed globe valves are resistant to high temperatures with a metal-to-metal contact sealing system.
• Metal bellows globe valves provide stem sealing with a stainless steel bellows structure and offer a second layer of security against possible leaks thanks to the packing group.
• Piston globe valves operate with a metal-elastic sealing system and stand out with their self-cleaning feature in fluids containing sludge and particles.
Truevalve branded globe valves respond to different industrial needs with AISI 304 and AISI 316 stainless steel stems, GG25 or GGG40 cast bodies, and pressure classes from PN16 to PN40. Thanks to the wide operating temperature range between -10 °C and 220 °C, they can be used with high performance in both cooling systems and steam circuits.
Globe valves have been a reliable solution preferred for many years in sectors requiring process safety—especially in petrochemical, energy, HVAC, food, and marine applications. With their high-pressure resistant body structure, sealing quality, and easy maintenance features, they contribute to the long-lasting and efficient operation of the system.
In conclusion, globe valves are not just a valve; they are an engineering component that determines the control capability of the installation. At every point where flow precision, system safety, and high-pressure resistance are at the forefront, globe valves continue to be the key to reliable performance.
Ball Valves: Quick Opening-Closing and Superior Sealing Performance
Ball valves are one of the most common types of valves in modern installation systems, standing out with quick opening-closing, high sealing performance, and low-pressure loss advantages. They get their name from the spherical closure element with a hole that provides flow control. This sphere changes position with a 90-degree rotation of the valve handle; thus, the flow is fully opened or fully closed. This simple yet effective mechanism has made ball valves one of the most practical solutions in both industrial systems and building installations.
The most important feature of ball valves is that they experience almost no pressure loss as the fluid passes through the valve, thanks to their full bore designs. The inner hole of the sphere is equal to the inner diameter of the pipeline; this allows the flow to proceed uninterrupted and turbulence-free. As a result, energy efficiency increases, pump load decreases, and the overall performance of the system rises.
In terms of sealing, ball valves have seating surfaces supported by PTFE (Teflon) seals. This ensures excellent sealing even under high pressure. Additionally, the structural design of the valve minimizes potential leaks in the packing group. This feature makes ball valves particularly preferred in natural gas, compressed air, chemical fluids, and heating-cooling systems.
Ball valves are produced in different body designs depending on the area of use:
Two-piece, three-piece, and three-way versions offer different advantages in terms of maintenance ease, installation flexibility, and routing capability.
• Two-piece types are ideal for standard flow control applications.
• Three-piece models are preferred in process lines due to their ease of maintenance and cleaning.
• Three-way valves provide control flexibility in complex systems as they can direct the flow in multiple directions.
Truevalve ball valves offer high performance with AISI 304 and AISI 316 stainless steel bodies, PTFE seals, operating pressure up to 63 bar, and temperature resistance up to 180°C. With these features, they can be safely used in a wide range from chemical plants to HVAC systems, marine applications to the food industry. Additionally, models equipped with electric or pneumatic actuators provide full compatibility with automation systems, offering remote control capability in modern installations.
Ball valves stand out not only with their opening-closing function but also with their success in protecting system safety. Since the position of the handle directly indicates the flow direction, user errors are minimized. This ergonomic design allows for quick and safe intervention in field applications.
With their durability, easy installation, maintenance-free structure, and long service life, ball valves have become the standard for high-performance flow control in industrial installations. With low-pressure loss, fast response time, and full sealing features, they increase energy efficiency in modern systems while reducing operating costs.
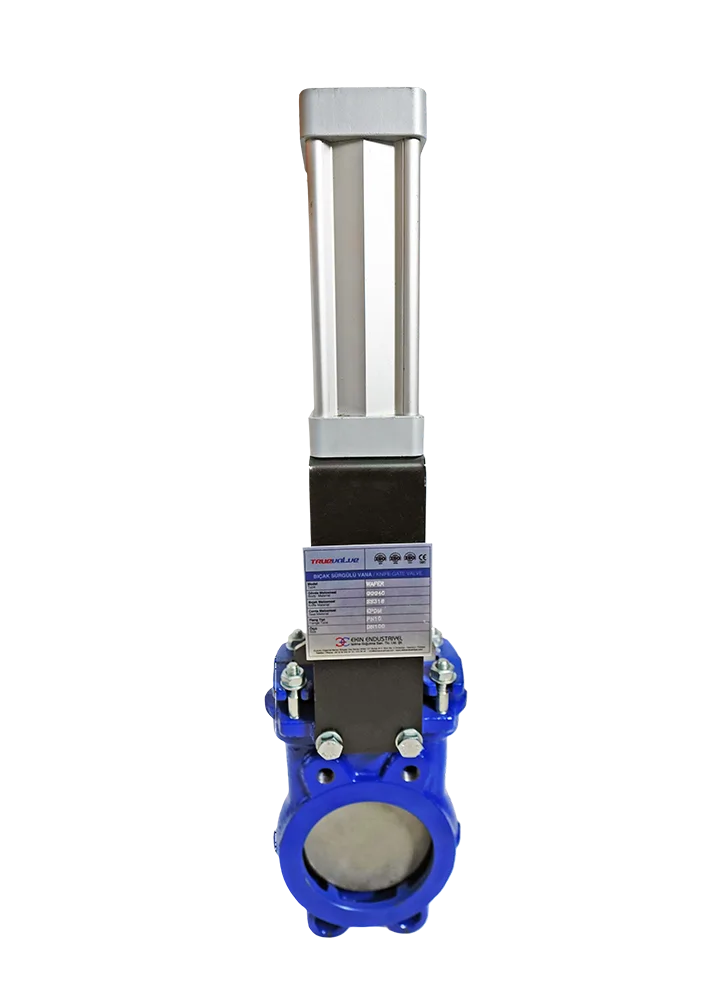
Knife Gate Valves: Reliable Solution in Challenging Fluids
Knife gate valves are special types of valves that offer superior performance in controlling abrasive or viscous fluids containing high solid content. They get their name from the sharp "knife" or "gate" shaped closure element that cuts through the flow line to stop the flow. This design allows smooth operation even in fluids containing sediment, fibers, or particles that could cause performance loss in other valve types.
The biggest advantage of knife gate valves is their simple yet effective body structure that provides full sealing. High sealing is achieved during fluid passage thanks to a one-piece body and elastomer (EPDM, NBR, NR) seals. This structure reduces maintenance requirements while extending the valve's life. Additionally, metal-seated models can be preferred according to the fluid's characteristics, providing reliable performance in high-temperature or abrasive environments.
In terms of operating principle, knife gate valves work with a gate mechanism that moves perpendicular to the flow direction. When the valve is opened, the knife is pulled up, and the flow is free; when closed, the knife moves down, completely cutting off the flow. This mechanism eliminates particle jamming issues that may occur in butterfly or ball valves. In this respect, knife gate valves offer a reliable solution in fluid lines containing muddy, fibrous, sedimentary, or solid particles.
Truevalve knife gate valves provide both durability and corrosion resistance with AISI 304 – AISI 316 stainless steel and GGG40 ductile iron body options. These valves, which can operate up to 150 °C temperature and 16 bar pressure, can be equipped with manual, pneumatic, piston, or electric actuator control mechanisms. Thus, they are suitable for use in both manual lines and automation systems.
Knife gate valves play a critical role especially in the following sectors:
• Wastewater treatment plants: For safely managing muddy and sedimentary fluids without accumulating in the line.
• Paper and pulp industry: For flow control of fibrous and dense fluids.
• Mining and chemical industry: For long-lasting solutions in lines where abrasive particles are transported.
• Food and beverage applications: Stainless body models are used for hygienic routing of viscous products.
Although this type of valve is not suitable for precise flow control, it offers high performance in fully open or fully closed positions. Additionally, since it does not cause accumulation in the flow line, it reduces the risk of system blockage and shortens maintenance times. Especially in processes where minimizing plant downtime is crucial, knife gate valves are the key to maintaining operational continuity.
In conclusion, knife gate valves are engineering products that provide reliable performance, durable structure, and minimum maintenance requirements despite challenging fluid conditions. The knife gate valve series developed by Truevalve in accordance with industrial standards offer a long-lasting, safe, and economical solution in any system with muddy, fibrous, and abrasive fluids.
Butterfly Valves: Compact Design and Energy Efficient Flow Management
Butterfly valves are one of the most preferred valve types in modern industrial systems with their compact designs, low-pressure loss, and bidirectional sealing features. They get their name from the disk-shaped rotating closure element resembling a butterfly wing. The butterfly valve technology, continuously developed since the 1960s, has become a symbol of energy efficiency and long-lasting performance in both industrial and comfort installations today.
The main advantage of butterfly valves is that they occupy minimal space in the pipeline and offer quick opening-closing capability. The disk attached to the center of the shaft is rotated 90° to fully open or close the flow. Thanks to this mechanism, the valve is activated in a short time and operates reliably for many years without requiring maintenance. Additionally, when the disk is parallel to the flow direction, flow resistance is minimized; this means energy savings and high system efficiency.
Butterfly valves are especially preferred in large-diameter pipelines because they are much lighter, more economical, and easier to install compared to other valve types. Truevalve branded butterfly valves adapt to different process conditions with GGG40 and GG25 body materials, AISI 420 shaft, and AISI 304 or AISI 316 stainless disk options. They are equipped with EPDM, NBR, PTFE, or VITON seals according to the usage environment, offering sealing guarantee at both low and high temperatures.
Butterfly valve technology is divided into two main connection types: Wafer and Lug.
• Wafer type butterfly valves are placed between two flanges and fixed with studs. In this type, it is not possible to remove the valve without completely closing the line; however, it is the most preferred model due to its compact structure and low cost.
• Lug type butterfly valves are connected separately to each flange, allowing isolation of only one side of the line. This feature provides great convenience in maintenance and repair operations.
Truevalve butterfly valves can operate smoothly at 16 bar pressure and 120–180 °C temperature ranges. Additionally, they can be integrated into full automation systems with gearboxes, pneumatic actuators, or electric actuators. Thus, remote control capability is provided in large industrial plants, water treatment lines, chemical processes, HVAC systems, and power plants.
Another important advantage provided by butterfly valves is maintenance ease and low total ownership cost. The body structure consisting of few parts reduces the risk of error during assembly, and the replacement of sealing elements is quite practical. At the same time, thanks to the disk's ability to provide sealing in both directions, safe use in bidirectional flows is possible.
In today's industries, energy savings, process continuity, and automation compatibility are among the most important priorities. Butterfly valves are one of the rare valve types that can meet these three criteria simultaneously. With their lightweight body structure, wide connection options, and high torque resistance, they are both an economical and technological solution.
In conclusion, butterfly valves are not only a flow control element but also strategic components that directly affect system efficiency, energy balance, and operational safety. Butterfly valves developed with Truevalve's modern production technologies provide compact, reliable, and energy-friendly flow management on any scale from industrial plants to building systems.
The Importance of Valve Selection in Industrial Applications
Every valve used in industrial piping systems is not just a flow control element but an engineering component that directly affects the overall efficiency, safety, and operating cost of the system. Therefore, valve selection is one of the most critical stages of project design. An incorrectly selected valve can lead to leaks, pressure losses, increased risk of failure, and even production downtimes in the system. In contrast, the correct valve selection increases energy efficiency, reduces maintenance costs, and extends the life of the facility.
Each application has different fluid characteristics, pressure and temperature ranges, chemical environments, and control requirements within itself. For example;
globe valves are preferred in systems requiring precise flow adjustment,
while ball valves provide superior performance in lines requiring quick opening-closing.
Knife gate valves work smoothly in fluids containing sludge or particles,
while butterfly valves offer compact structure and energy efficiency in large-diameter pipelines.
Therefore, each valve type corresponds to a specific engineering need, and when making a selection, all parameters of the system should be carefully evaluated.
The most important factors affecting valve selection include fluid type, pressure level, temperature range, material compatibility, and automation requirements. In environments requiring chemical resistance, valves with stainless steel (AISI 304 or AISI 316) bodies are preferred, while models with cast iron or ductile iron bodies come to the fore in high-temperature and steam lines. Additionally, seal options such as PTFE, EPDM, or VITON are the most important elements determining sealing performance.
Another important factor is compatibility with automation systems. Today, many facilities prefer valves equipped with electric or pneumatic actuators instead of manual control. These systems increase process safety with features such as remote monitoring, scheduling, and automatic intervention while minimizing human error. The Truevalve product family offers actuator valve solutions with pressure classes ranging from PN16 to PN63 to meet this need.
Energy efficiency should also not be overlooked in valve selection. Valves that provide low-pressure loss, smooth fluid passage, and full sealing reduce the overall energy consumption of the system. For example, full bore models of ball or butterfly valves reduce pump power and provide long-term savings in operating costs.
Additionally, the ease of maintenance of the selected valve is of great importance for operational continuity. Products from brands with easy disassembly and assembly, accessible spare parts, and strong service support minimize plant downtime. In this sense, Truevalve valves provide high service convenience to businesses with their modular designs and compliance with international standards.
In conclusion, valve selection in industrial applications is not just an equipment choice but a strategic decision for system safety, efficiency, and sustainability. Globe, ball, knife gate, and butterfly valve solutions developed for different needs in each sector offer uninterrupted and reliable performance to businesses for many years when selected correctly. Making valve selection in line with technical criteria and process requirements ensures that the flow control, which forms the heart of the system, is sustainable.
Conclusion: Maximum Efficiency and Safety with the Right Valve Selection
Valves used in industrial installations are like the heart of the system. The regulation of flow, control of pressure, energy efficiency, and operational safety are directly dependent on valve performance. Therefore, valve selection is not only a technical choice but also a strategic decision in terms of efficiency, safety, and sustainability.
Each valve type is designed to perfectly perform a specific task. Globe valves provide superior performance in energy plants, chemical facilities, and steam lines with precise flow control and high-pressure resistance. Ball valves offer a reliable solution in water, gas, and chemical lines by providing low-pressure loss and excellent sealing with their full bore structures. Knife gate valves make a difference especially in paper, mining, and treatment systems with their ability to work without clogging in fibrous, muddy, and particle-containing fluids. Butterfly valves, on the other hand, maximize efficiency in large-diameter pipelines with their lightweight, compact, and energy-friendly design.
The correct valve selection determines not only the current performance of the system but also the future maintenance and operating costs. A poor quality or incorrectly selected valve can lead to problems such as leakage, corrosion, pressure loss, and energy waste over time. In contrast, a valve with high material quality and optimized engineering provides long-lasting operation, minimal maintenance needs, and uninterrupted operation.
The Truevalve brand offers businesses not only a product but a holistic engineering solution at this point. With AISI 304 and AISI 316 stainless steel body options, PTFE or VITON seals, different pressure classes, and actuator-compatible models, it develops solutions specific to each sector. The product range is used safely in many areas such as HVAC, energy, marine, chemical, food, and metal industries, ensuring that processes are carried out safely and efficiently.
In conclusion, valve selection is not a "detail" of a facility but one of the fundamental elements of its sustainable success. Every valve supported by engineering calculations, material quality, and the right application selection provides energy savings, process continuity, and operational safety in the system.
The right valve, when used in the right place, not only controls the flow but also guarantees efficiency, safety, and operational sustainability.